Zalihe proizvođača čeličnih cijevi debelih stijenki

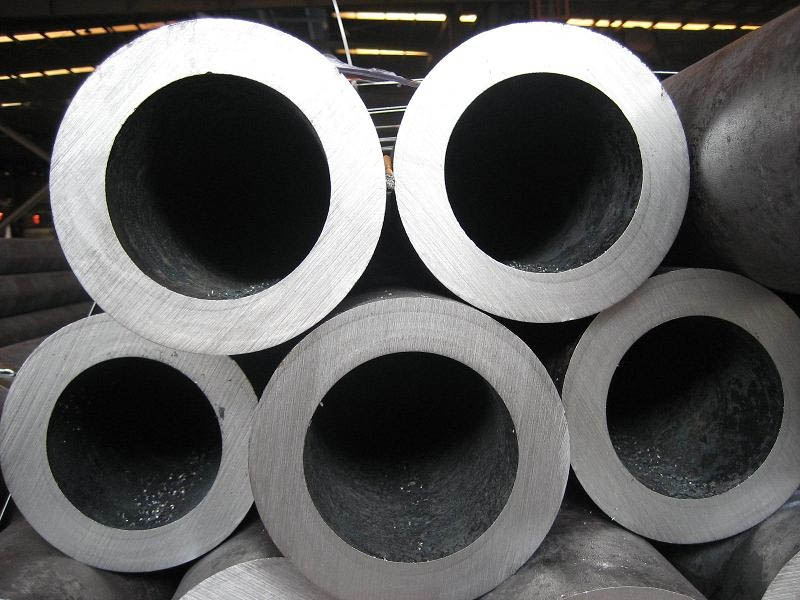
Najveća razlika između čelične cijevi s debelim zidom i čelične cijevi s tankim zidom leži u debljini stijenke čelične cijevi. Općenito govoreći, tankosjedne čelične cijevi su hladno vučene tehnologije, dok su čelične cijevi s debelim stijenkama općenito toplo valjane tehnologije. Ako se razlikuje po mjernoj jedinici, općenito se smatra da je debljina stijenke / promjer cijevi jednak 0,05 razdjelnica između čelične cijevi s debelim zidom i čelične cijevi s tankim zidom, čelična cijev tankih stijenki s debljinom stijenke / promjerom cijevi manjim od 0,05 i čelične cijevi debelih stijenki promjera većeg od 0,05. U smislu primjene, na cijevi se najčešće koristi čelična cijev tankih stijenki. Čelična cijev debele stijenke najčešće se koristi za izradu šupljih dijelova. Koristi se na tlačnim ležajevima i važnim cjevovodima.
Obično korišteni materijali u Kini su: 10#, 20#, 45#, 42CrMo, 36crmo, 40Cr, 20Cr, 15CrMo, 12Cr1MoV, Q235A, Q235B, 0Cr13, 1Cr17, 1Cr17, 01, Crmo, 01, 19, 19, 19, 19, 19, 19, 19, 19, 19, 19, 19, 19, 19 L290, X42, X46, X70, X80.
Kod zavarivanja čeličnih cijevi debelih stijenki prvo očistite ulje, boju, vodu, hrđu itd. na zavarenom spoju, a zatim napravite utore prema debljini stijenke. Debele će se otvarati veće, a tanke manje (kutna brusilica), a zatim i razmak između proizvoda, koji je općenito 1-1,5 puta veći od promjera šipke za zavarivanje ili žice za zavarivanje. Ako se utor slučajno otvori veći, može se rezervirati manji. Točkasto zavarivanje izvodi se najmanje na tri točke. Općenito, lakše je raditi na četiri točke. Prilikom zavarivanja treba biti napola zavaren. Početna točka treba biti oko 1 cm iznad donje točke, tako da se spoj može napraviti sa suprotne strane. Ako je stijenka čelične cijevi debela, treba je slojeviti, najmanje dva sloja. Drugi sloj se može zavariti tek nakon što je prvi sloj zavaren u cijelom krugu.
Okrugla prazna cijev → grijanje → probijanje → poprečno valjanje s tri valjka, kontinuirano valjanje ili ekstruzija → skidanje cijevi → dimenzioniranje (ili redukcija) → hlađenje → ravnanje → hidrostatsko ispitivanje (ili detekcija nedostataka) → označavanje
Kada debljina stijenke čelične cijevi nije veća od 12,5 mm, armatura zavara nije veća od 3,0 mm; Kada je debljina stijenke čelične cijevi veća od 12,5 mm, pojačanje zavara ne smije biti veće od 3,5 mm.
Čelična cijev s nominalnim vanjskim promjerom ne većim od 168,3 mm mora biti ravna ili prema indeksu savijanja dogovorenom između dobavljača i kupca.
Za čelične cijevi nominalnog vanjskog promjera većeg od 168,3 mm, zakrivljenost ne smije biti veća od 0,2% ukupne duljine čelične cijevi.
Za čeličnu cijev debljine stijenke veće od 4 mm na kraju cijevi, kraj cijevi se može obraditi s utorom od 30 ° + 5 ° 0 °, korijenom od 1,6 mm ± 0,8 mm, a nagib kraja cijevi manji je od ili jednak 5 mm.





